
柱上変圧器(ポールトランス)用部品
| 樹脂素材特性 | 熱硬化性樹脂成形 |
|---|---|
| 成形方法 | 注型工法 |
| 材質 | エポキシ樹脂、ウレタン樹脂 |
| 特徴 | こちらは柱上トランス(ポールトランス)に使用される耐塩ブッシングです。 当社では、電線類のカシメ接続、碍子(陶磁器)への接着、樹脂の充填といった工程を一貫して行っています。 本製品は長期間、屋外の厳しい環境にさらされるため、トランス内部への雨水の浸入を防ぐことが重要です。そのため、碍子にはエポキシ樹脂やウレタン樹脂などの熱硬化性樹脂を充填し、確実に封止しています。 |
車載用ブスバーサポート
| 樹脂素材特性 | 熱可塑性樹脂成形 |
|---|---|
| 成形方法 | 射出成形(インサート) |
| 材質 | ポリフェニレンサルファイド(PPS) |
| 特徴 | 大型自動車のブレーキ自動停止装置に使用される銅バー用絶縁端子です。 量産前に切削加工にて試作し、金型を作る前の形状・寸法確認を行った事例です。 |
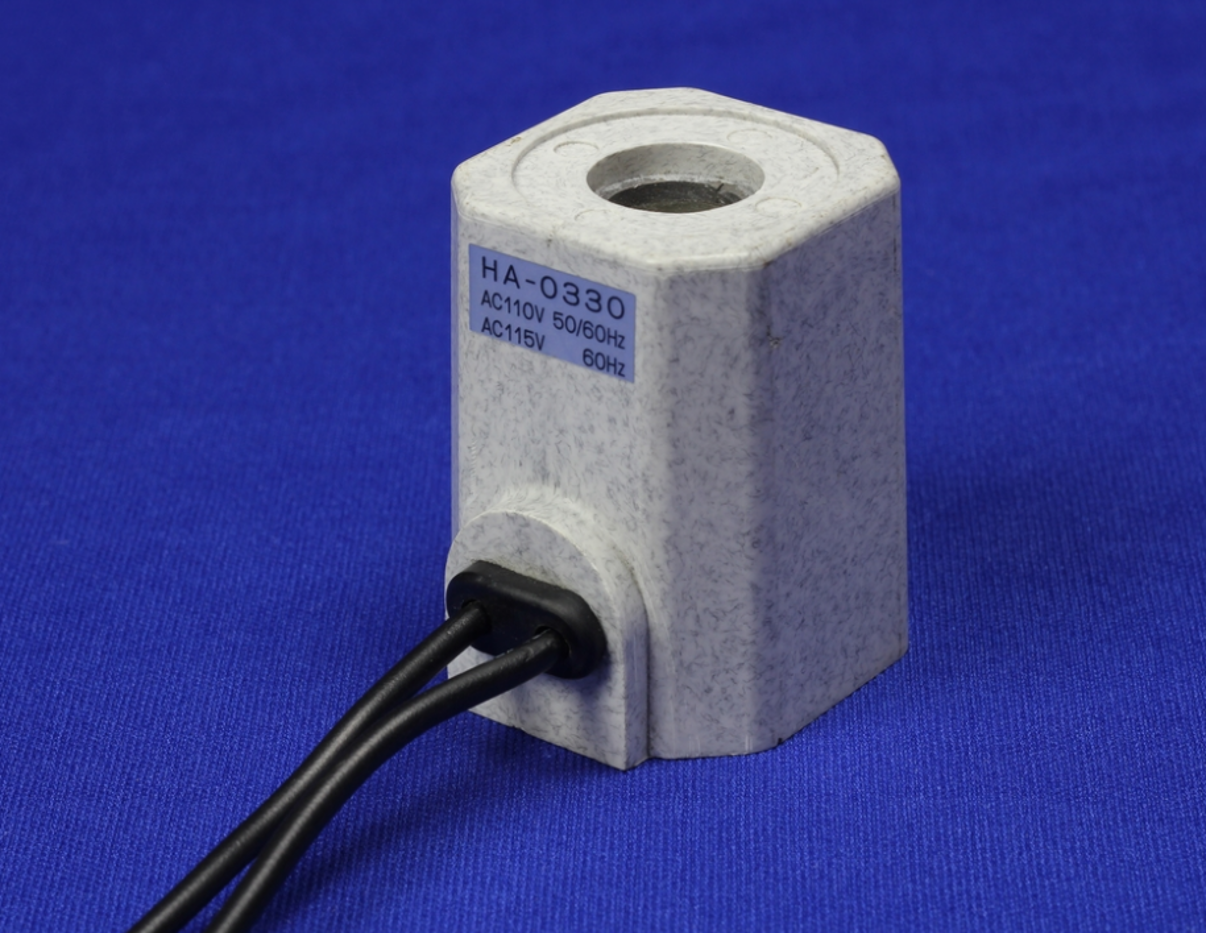
電磁弁(ソレノイドバルブ用コイル)
| 樹脂素材特性 | 熱硬化性樹脂成形 |
|---|---|
| 成形方法 | 移送成形(インサート) |
| 材質 | 不飽和ポリエステル(UP) |
| 特徴 | 巻線したコイルをインサート成形し、コイル封止をしています。トランスファー成形機を使用しており、通常の圧縮成形法と比較して、寸法精度・インサートの保持などに優れています。 |

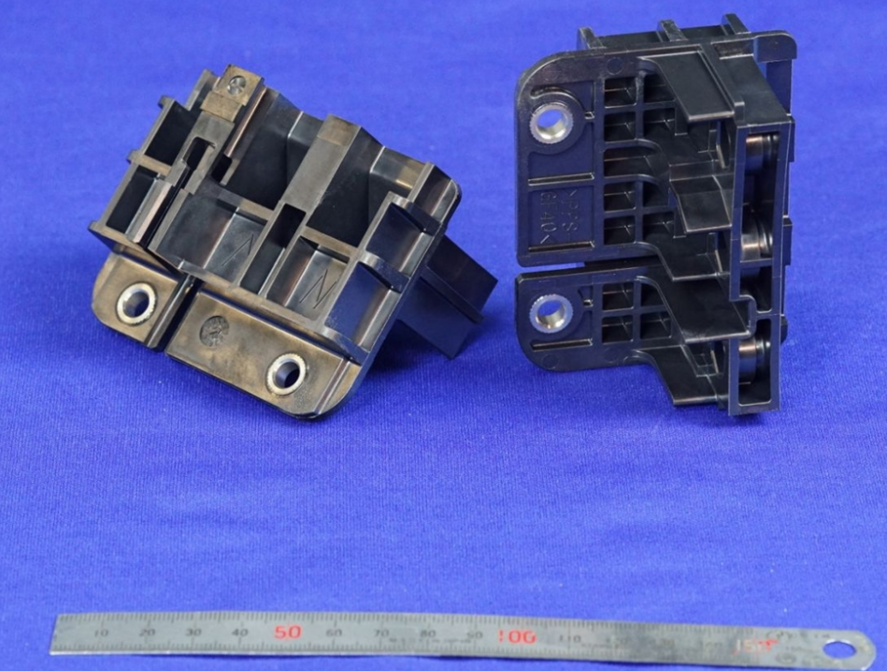
ジスコン(断路器)部品
| 樹脂素材特性 | 熱硬化性樹脂成形 |
|---|---|
| 成形方法 | 圧縮成形(インサート) |
| 材質 | フェノール樹脂(PF) |
| 特徴 | インサート金具を多く使用した硬化性の成形品の一例で、ジスコン(断路器)に取り付けられる部品です。 その用途上、耐熱性、難燃性に優れるフェノール樹脂で成形しております。 |

無停電電源装置のカバー
| 樹脂素材特性 | 熱可塑性樹脂成形 |
|---|---|
| 成形方法 | 射出成形 |
| 材質 | ポリフェニレンエーテル(PPE) |
| 特徴 | 無停電電源装置(UPS)のカバー。表面にシボ加工とシルク印刷が施された商品です。 |
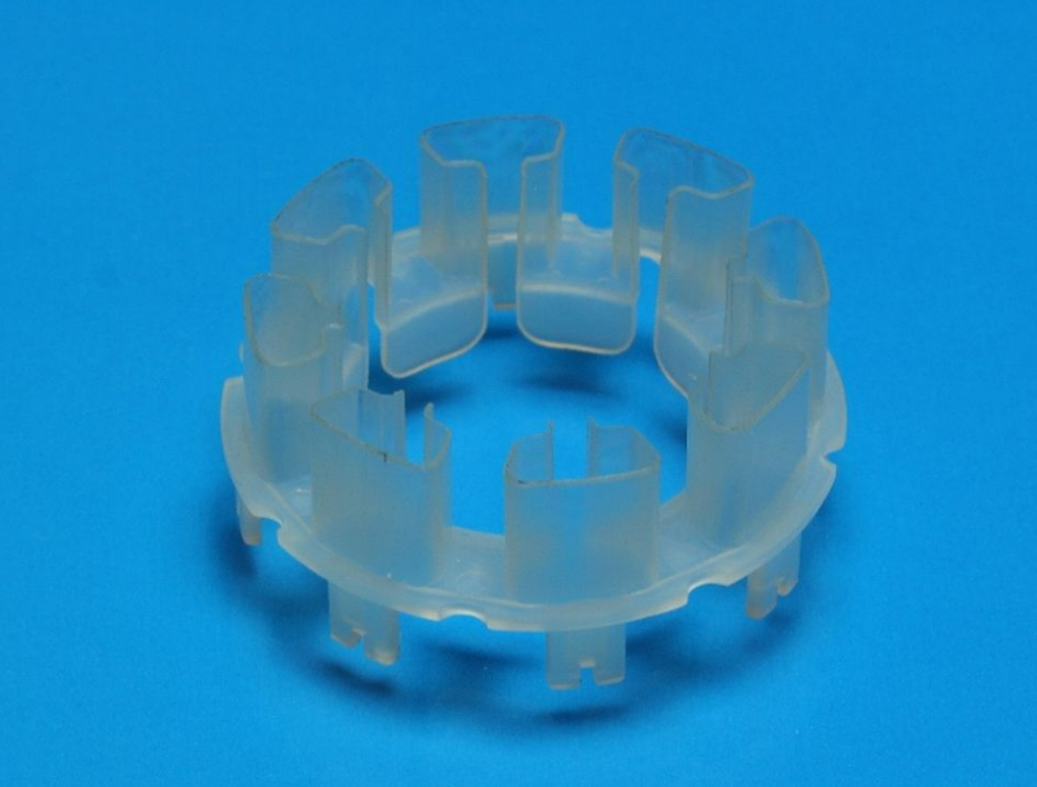
ステッピングモーター用のコイルボビン
| 樹脂素材特性 | 熱可塑性樹脂成形 |
|---|---|
| 成形方法 | 射出成形 |
| 材質 | ナイロン66(PA66) |
| 特徴 | 肉が薄く(0.3mm)突き出た部分は、離形時に変形しやすく成形が難しい製品ですが、離形時に変形しないよう、金型構造に工夫を凝らしています。 |
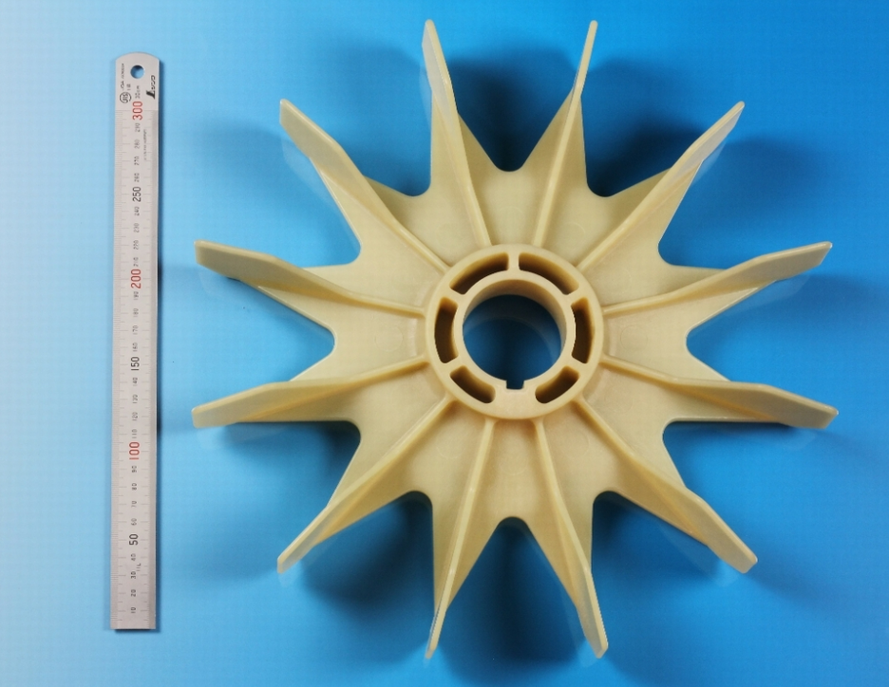
モーター用ファン(プロペラ)
| 樹脂素材特性 | 熱可塑性樹脂成形 |
|---|---|
| 成形方法 | 射出成形 |
| 材質 | ナイロン66(PA66)ガラス繊維入りナイロン |
| 特徴 | 汎用モーター用のファンで、現在当社で成形しているファンの中では大きいサイズになります。(Φ400㎜) ガラス繊維入りの材料で機械的強度・耐熱性にも優れています。成形後吸水処理によるアニールを行い、寸法の安定した製品を提供しています。 |
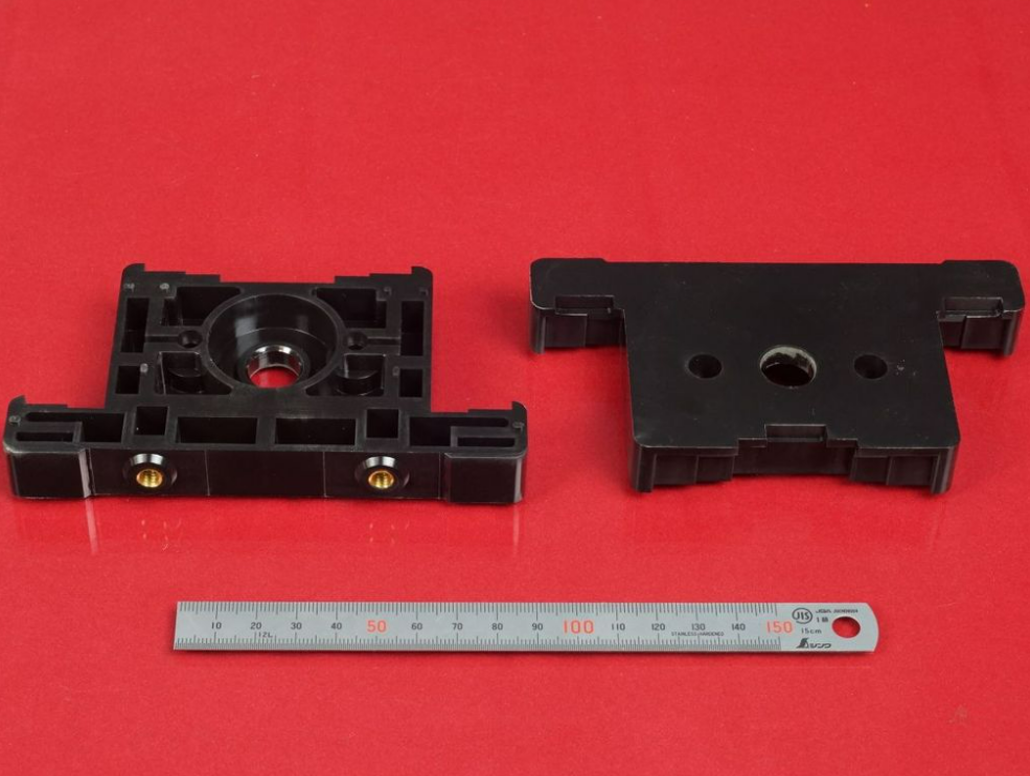
制御用開閉器部品
| 樹脂素材特性 | 熱硬化性樹脂成形 |
|---|---|
| 成形方法 | 射出成形 |
| 材質 | フェノール樹脂(PF) |
| 特徴 | JRや変電所などで使用される制御用開閉器の部品です。 インサート金具部にバリが発生しないよう、金型構造およびインサート金具の保持方法に当社のノウハウが活かされています。 |
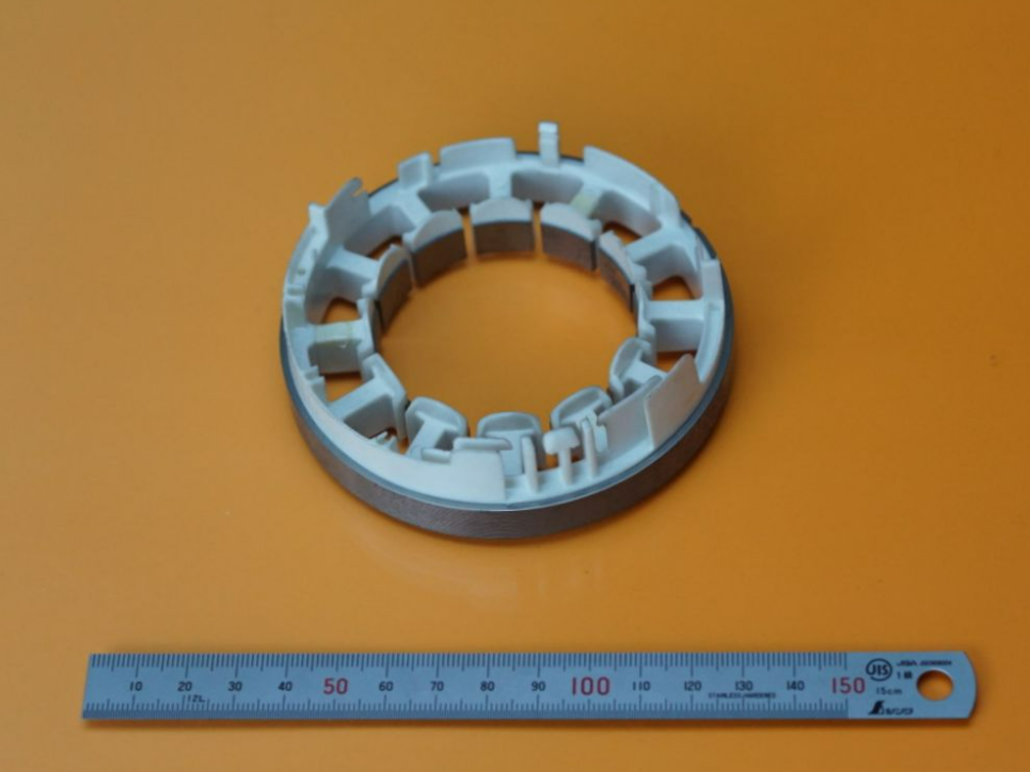
ステッピングモータ(パルスモータ)用ステータコア
| 樹脂素材特性 | 熱可塑性樹脂成形 |
|---|---|
| 成形方法 | 射出成形(インサート) |
| 材質 | ポリブチレンテレフタレート(PBTガラス繊維入り) |
| 特徴 | ステッピングモータの固定側コア部で、コイルとボビンが別々で組み込まれていたものを、一体インサート成形にした製品です。 製品上面部の薄肉の立ちがある部分を均一に成形し、うまく離形できるように、金型を設計してあります。 |
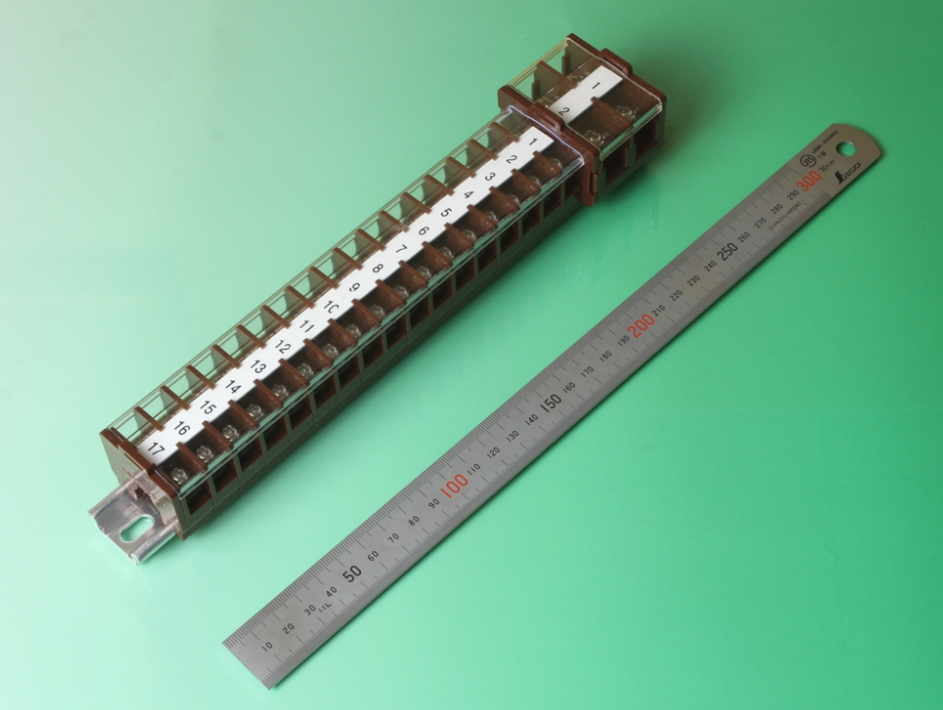
レール式端子台
| 樹脂素材特性 | 熱可塑性樹脂成形 |
|---|---|
| 成形方法 | 射出成形、組立 |
| 材質 | ポリカーボネート(PC) |
| 特徴 | レール式端子台です。(写真は、60A:2p + 30A:17p) ご要望に合わせて、15A~400Aまで様々な容量・P数で組立をしています。組付品のため、部品の寸法精度が必要な製品です。 |

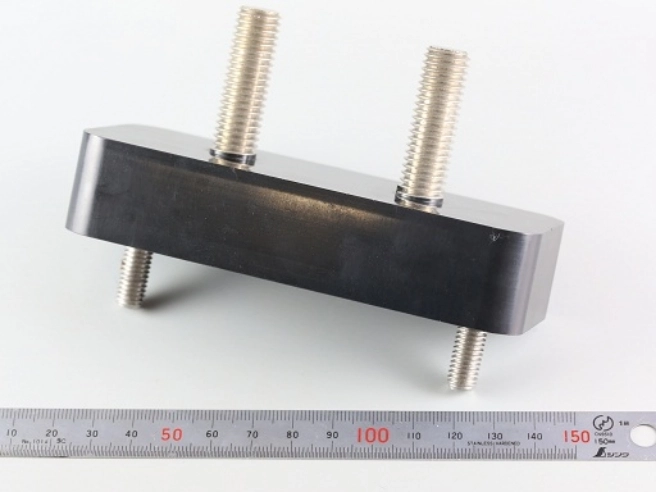
絶縁ボルト
| 樹脂素材特性 | 熱硬化性樹脂成形 |
|---|---|
| 成形方法 | FRP、樹脂切削 |
| 材質 | エポキシ(EP) |
| 特徴 | モーターハウジングの固定用絶縁ボルトです。ボルトにプリプレグ(ガラス繊維クロスにエポキシ樹脂を含浸させたもの)を巻き付け、硬化後にネジ径に合わせて旋盤加工をしています。 |

直列リアクトルのモーター用端子台
| 樹脂素材特性 | 熱硬化性樹脂成形 |
|---|---|
| 成形方法 | 圧縮成形 |
| 材質 | エポキシ(EP) |
| 特徴 | 420mm X 110mm 程の大きな製品ですが、当社にて生産を行っております。 |

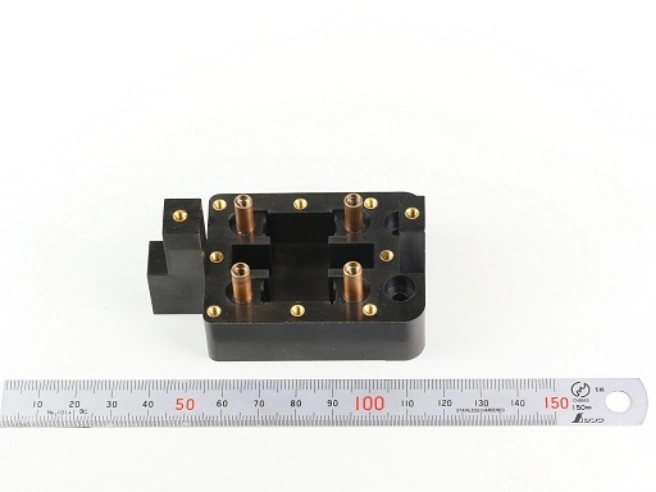
遮断機用 消弧室
| 樹脂素材特性 | 熱硬化性樹脂成形 |
|---|---|
| 成形方法 | 射出成形 |
| 材質 | ユリア樹脂 |
| 特徴 | 高電圧電路の電流投入・遮断時に 短絡や過電流に対し、絶縁保護に使用される製品です。 5mmの隙間で幅60mm、奥行き100mmのスライド部を持ち、斜めスライドの嵌まり込みタッチ機構を用いた金型にて成形しています。 成形時、樹脂の流れにも特に気を使っている製品で、製品変形に対する安定性や金型メンテナンスに当社のノウハウが生きています。 |

モーター用歯車(ギア)
| 樹脂素材特性 | 熱硬化性樹脂成形 |
|---|---|
| 成形方法 | 移送成形 |
| 材質 | フェノール樹脂(布チップ入り) |
| 特徴 | 変圧器のモーター部品の接点切替用ギアです。 金属のギアと異なり、変圧器内に金属の鉄粉等電気的障害が起きないよう樹脂化されてます。 材料も布繊維を含んだフェノールを使用しており、機械強度と絶縁性を備えた製品です。 |
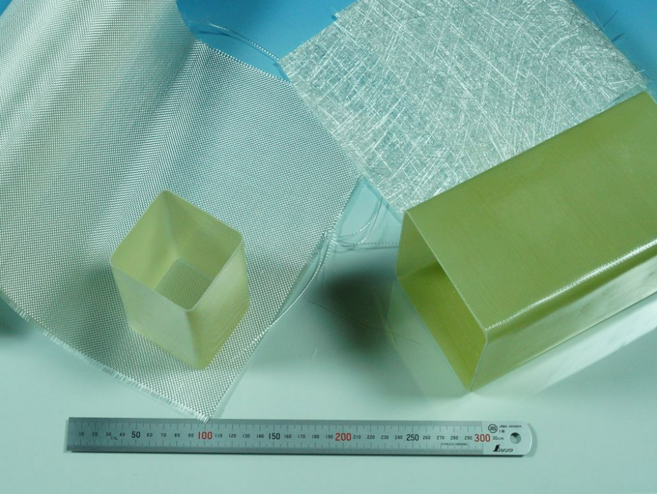
ガラスクロス、ガラスマット
| 樹脂素材特性 | 熱硬化性樹脂成形 |
|---|---|
| 成形方法 | FRP |
| 材質 | 強化繊維プラスチック |
| 特徴 | 本製品は、ガラスクロスとガラスマットとエポキシ樹脂(熱硬化性樹脂)を円筒形状or四角柱形状の金型へ焼き固めながら、複数枚重ね合わせて作られています。 |
スイッチケース
| 樹脂素材特性 | 熱硬化性樹脂成形 |
|---|---|
| 成形方法 | 移送成形(インサート) |
| 材質 | フェノール樹脂(PF) |
| 特徴 | 熱硬化性樹脂の肉厚成形の事例です。高温耐性や電気絶縁性を必要とされる環境で使用するため、フェノール樹脂を使用したインサート成形で製造しています。 |

ファン
| 樹脂素材特性 | 熱可塑性樹脂成形 |
|---|---|
| 成形方法 | 射出成形 |
| 材質 | ナイロン66(PA66 GF30)ガラス繊維入りナイロン |
| 特徴 | オートバイのラジエターの冷却に使われているファン。中心のボス部に焼結合金をインサートしています。 また、アニーリング(焼きなまし)不要の材料で工程短縮・コストダウンが可能です。 |

ステッピングモーター用部品ローター
| 樹脂素材特性 | 熱可塑性樹脂成形 |
|---|---|
| 成形方法 | 射出成形 |
| 材質 | PPS樹脂 |
| 特徴 | コイルをインサート成形し、製造。樹脂部分の円周振れ公差、真円度公差の精度が求められる部品であるため、射出圧力を制御しコイルの変形が起きないよう工夫をしています。 |
端子
| 樹脂素材特性 | 熱硬化性樹脂成形 |
|---|---|
| 成形方法 | 圧縮成形(インサート) |
| 材質 | エポキシ樹脂 |
| 特徴 | 重電向け高絶縁部品「ターミナル台」で、機械補修の際、意図的に電流を遮断する際に用いられます。厚さ25mmのインサート成形品ですが、独自の金型構造提案とコンプレッション成形法により、高電流に対応し、ソリやヒケのない高精度な製品を実現しています。 |
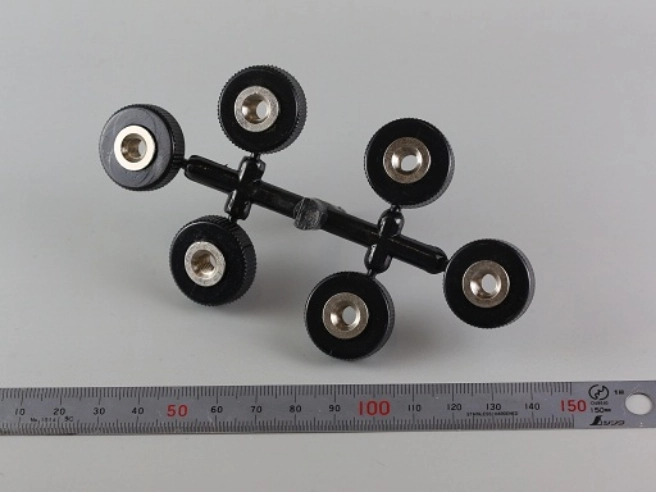
端子用ダイヤルネジ
| 樹脂素材特性 | 熱硬化性樹脂成形 |
|---|---|
| 成形方法 | 射出成形(インサート) |
| 材質 | フェノール樹脂(PF) |
| 特徴 | 電子回路や配電盤、制御盤などに接続して、電源や信号の試験を行うための計測器に使われる部品です。高温耐性や電気絶縁性を必要とされる環境で使用するため、フェノール樹脂を使用してインサート成形で製造しています。 |